Eagle Eyes on the Assembly Line: How AI Visual Inspection is Revolutionizing Car Inspection
The automobile industry relies on meticulous quality control to ensure the safety and performance of...
![]() 2 Mins read
2 Mins read
Posted on May 22, 2024
February 20, 2024
2 Mins read
Many recurring activities are being solved by AI-visual inspection and image processing. Particularly useful is this new technology for the manufacturing sector. There are several laborious operations in the manufacturing unit for processing, sorting, and grading materials. Your comprehension of the advantages of automation will be deeper. However, because of sensory limitations, the automatic systems haven’t been implemented correctly. As computer technology progresses through the application of machine learning and artificial intelligence, this situation is beginning to change. Let’s now examine the benefits of AI image processing for creating and growing enterprises.
Detect defects in production
Conveyor belt quality monitoring using computer vision technology is becoming more and more common in manufacturing and production facilities. This is how it operates:
Image Capture: A camera takes pictures of goods as they move along a conveyor belt. Mounting the camera on a moving platform or fixing it there will allow you to take pictures from various perspectives.
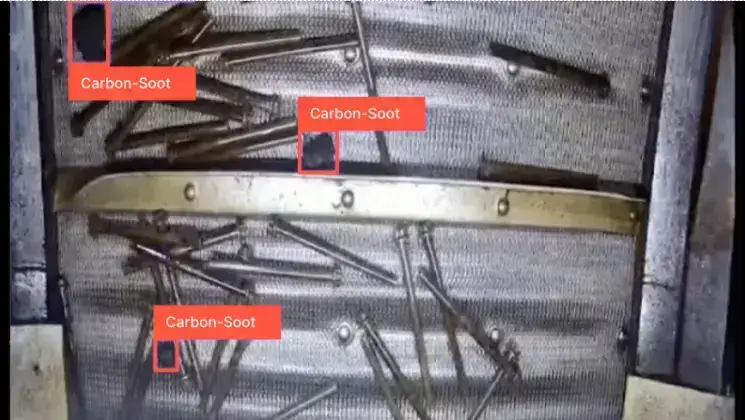
Image Processing: Computer vision algorithms are used to process the camera’s collected images. These algorithms are able to recognize irregularities and flaws in the items, such chips, cracks, or missing parts.
Classification: The products are divided into many groups according to their flaws and quality. Products that are deemed to be of sufficient quality are removed from the line, while those that do not are permitted to stay on the conveyor belt.
Sorting: Various categories can be used to classify defective products according to their nature. This enables manufacturers to find the source of the issue and implement fixes.
Reporting: To enhance production methods and lower errors going forward, data on product quality and flaws can be gathered and examined.
Conveyor belt computer vision identifies irregularities in quality, including color, cracks, and the direction of the moving object.
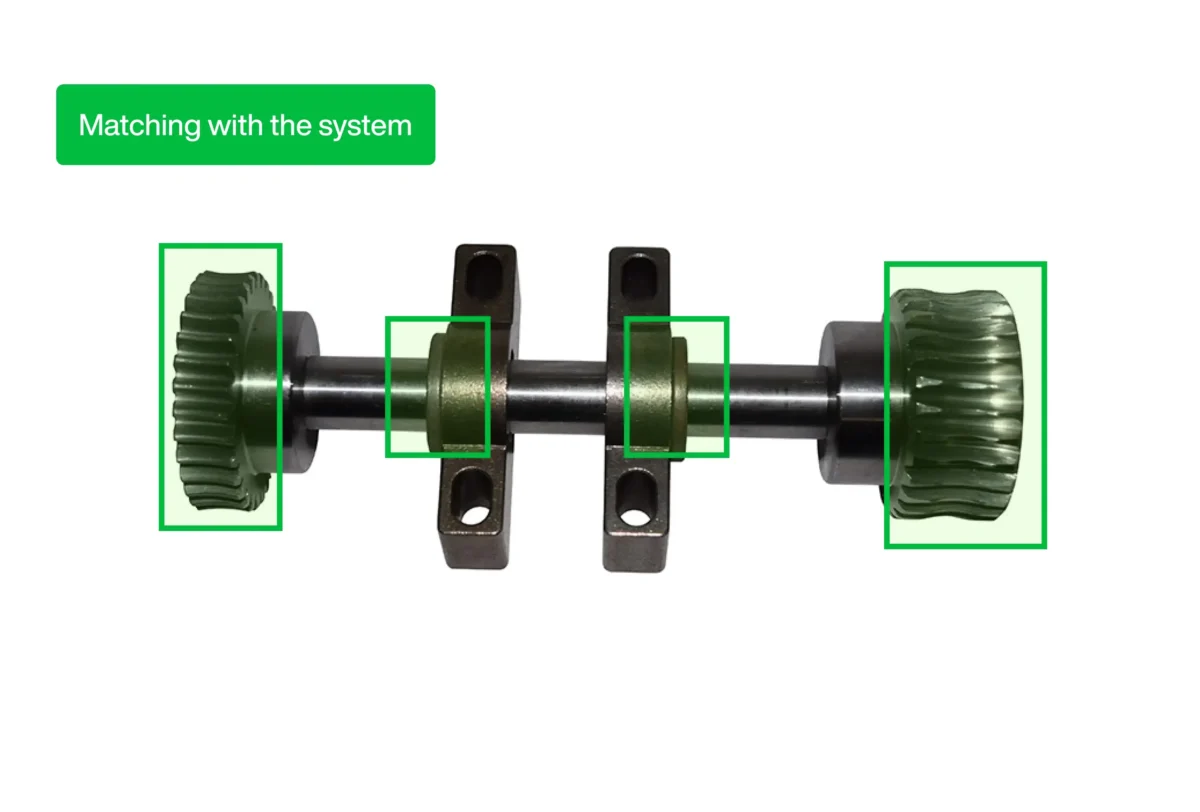
This application allows for timely quality checking of bolts on a conveyor belt by measuring the object’s length and breadth in millimeters.

Applications
Applications for computer vision in quality control on conveyor belts in manufacturing and industrial facilities are numerous. Here are a few particular instances:
Inspection of Product Quality: Product photos taken on a conveyor belt can be analyzed by computer vision algorithms to find flaws like chips, cracks, discolouration, or missing pieces. By doing this, it may be possible to guarantee that only top-notch goods are introduced to the market.
Label Verification: Verifying label and packaging information, including barcodes, expiration dates, and product numbers, is another application for computer vision. By doing this, you can make sure that clients receive the appropriate products in the proper packaging.
Counting and Sorting: Products on a conveyor belt can be counted and sorted using computer vision based on predetermined standards like size, shape, or color. Manufacturers may benefit from this by streamlining their processes and streamlining their supply chain.
Machine Vision Inspection: Conveyor belt machine performance can be examined with the aid of computer vision. Defects like as wear and tear, incorrect assembly, or broken parts can be recognized by the algorithms. By doing this, manufacturing efficiency may be increased and equipment problems can be avoided.
Quality Control Analytics: Data on product quality and flaws can be gathered using computer vision, and then examined to spot patterns and trends. This can assist producers in streamlining their workflow and raising the caliber of their output.
Eagle Eyes on the Assembly Line: How AI Visual Inspection is Revolutionizing Car Inspection
![]() 2 Mins read
2 Mins read
Posted on May 22, 2024

Scanflow Drives Gear Shaft Quality Up a Notch for Leading Automotive Manufacturer
![]() 2 Mins read
2 Mins read
Posted on May 15, 2024
Boosting Product Quality: How can visual inspection improve quality control in manufacturing?
![]() 2 Mins read
2 Mins read
Posted on Apr 24, 2024